專業解決五金衝壓難題
高精密異形(xíng)件加工,一站式解決方案



隨著(zhe)工業的發展,五金衝壓產品發展(zhǎn)到各個領域,91视频网站日常生活中到處能看到(dào)五金衝壓件的影子。五金衝壓件產品種(zhǒng)類(lèi)繁多,各(gè)個行業都用的到。今天簡單說一下衝(chōng)壓拉伸件;衝壓拉伸件(jiàn)就是把材料拉伸成(chéng)形的一個衝(chōng)壓過(guò)程,拉伸(shēn)作為衝壓的主要工藝之一,得到了(le)各行業廣泛的運用,拉伸工(gōng)藝可以用於製造(zào)圓柱形、長方形、梯形、球形、圓錐形等不規則的薄壁衝壓件,如果與其他衝壓工藝結合,還可以(yǐ)製作出更多形狀複雜(zá)的(de)零件;衝壓拉伸件的使用壽...
19
2022-03
在五(wǔ)金件(jiàn)衝裁加(jiā)工中(zhōng),五金(jīn)件衝裁斷麵產生不同程度的毛刺是(shì)不可避免的,但若毛刺太大而影響製件的使用,這是不允許的。若工件有較大的毛刺可以通過後處理(lǐ)的方法去除(chú),最常用的方法就是進行滾光處理,對五金件(jiàn)衝裁的較大毛刺則可采用錯工銼削法去除。一(yī)般來說,毛(máo)刺的(de)產生情(qíng)形及修理措(cuò)施如下(xià):1.對衝(chōng)孔件(jiàn)孔邊毛刺(cì)大、衝孔廢料(liào)圓角帶的圓(yuán)角增大形成(chéng)大(dà)塌角。這是由於凹模刃口變鈍(即凹模刃口帶有圓角),於是在衝孔廢料上在(zài)凹模圓角處產(chǎn)...
14
2022-03
浩鑫精密專業從事五(wǔ)金加工(gōng)、衝壓加工、微細孔加工的公司,擁有完整(zhěng)、科學的(de)質量管理體係。 歡(huān)迎各界朋友蒞臨參觀、指導和業務洽談。
22
2022-02
浩鑫精密五金(jīn)衝(chōng)壓件,除了(le)滿足客戶的材料要求,衝壓件精密(mì)度要求較高,這些都是技(jì)術性的要求,在設計衝壓件模具時要考慮到材料的厚度、拉深(shēn)的高度、直徑等等問題,這些問題通過檢測工具可以有效檢測出產品質量。
17
2022-02
浩鑫精密五金是(shì)一家集設計、生產、加工為一體的五金(jīn)衝壓(yā)廠家,擁有10年專業(yè)經驗,專業設計加工:異形五金衝壓件、精密拉伸件、衝(chōng)壓彈片、衝壓,模具、精密(mì)衝孔、異形微(wēi)細孔等。春節放假計劃如下:從(cóng)2022年1月26日(rì)-2022年2月9日,2022年2月10日(初十)正式上(shàng)班,新的一年91视频网站將一如既往的為大家服務。在此提(tí)前給您拜年了! 祝: 生意興隆 財源廣進 心想(xiǎng)事成 萬事如意
21
2022-01
五金(jīn)衝壓模具的使用壽命與模具的服投條件,設計與製造過程,安裝使用及維護有關,因此要提高模具壽命(mìng),需要采用能改善這些條件的相應措施。
20
2022-01
五(wǔ)金(jīn)衝壓(yā)件拉伸加工製成的拉(lā)深(shēn)件的質量要求是:能滿足(zú)零件圖樣的形狀、尺寸要求,拉(lā)深零件應無裂紋、起皺;此外,拉深零件應沒有明顯(xiǎn)、急劇的輪廓變化,不允許有任(rèn)何錐角過大或縮頸現象。五金衝壓件拉伸(shēn)的形狀要求及檢測,拉深後的製品零件,其各部位形狀和位置公差應(yīng)符(fú)合圖(tú)樣要求,未注形位(wèi)公差的具體檢測按GB/T 184- 1996(形(xíng)狀和位置公差未注公差值》有關標準執(zhí)行。五金衝壓(yā)件拉伸的表麵質量要求與檢測方法與誇曲件基本(běn)相同(tóng),一...
08
2022-01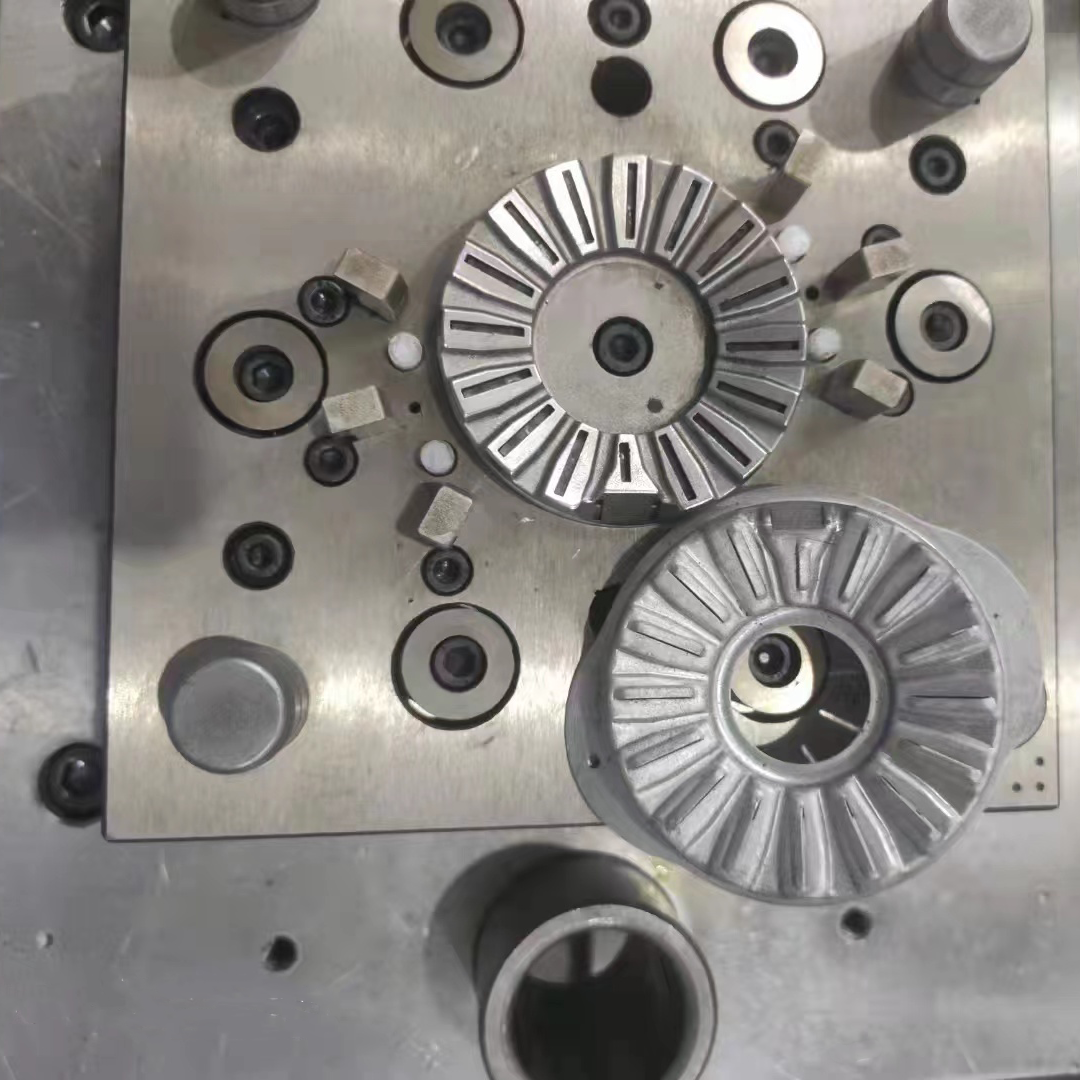
衝(chōng)壓是在常(cháng)溫下(xià),利用衝壓模在壓力機上對材料施(shī)加壓力,使其產生塑性變形或(huò)分離從而獲得所需形狀和尺寸的零件 的一種壓力加(jiā)工方法(fǎ)。這種加工(gōng)方法通常成為冷衝壓。
28
2021-12
衝壓五金件在機(jī)械加工和儲(chǔ)存過程中,表麵通常黏附著油汙,它的存在嚴(yán)重影響粘接力的形成,因此在粘接之前必須將它們全部去除。除(chú)油的方法主(zhǔ)要有四種:堿液除油、有機溶劑除油、電解除油以及超聲波除油。常用的除油劑有三(sān)類,91视频网站一起(qǐ)來看看吧1、石油(yóu)係除油劑石油係除 油劑主要(yào)有汽油、煤油或輕柴(chái)油等。它的作用原理主要是利用其對金(jīn)屬(shǔ)表麵油脂的(de)溶(róng)解(jiě)作用(yòng)。由於這類溶劑(jì)滲(shèn)透力強、脫脂性好,故一(yī)般用於粗清洗,以除去大量的油脂類汙物...
24
2021-12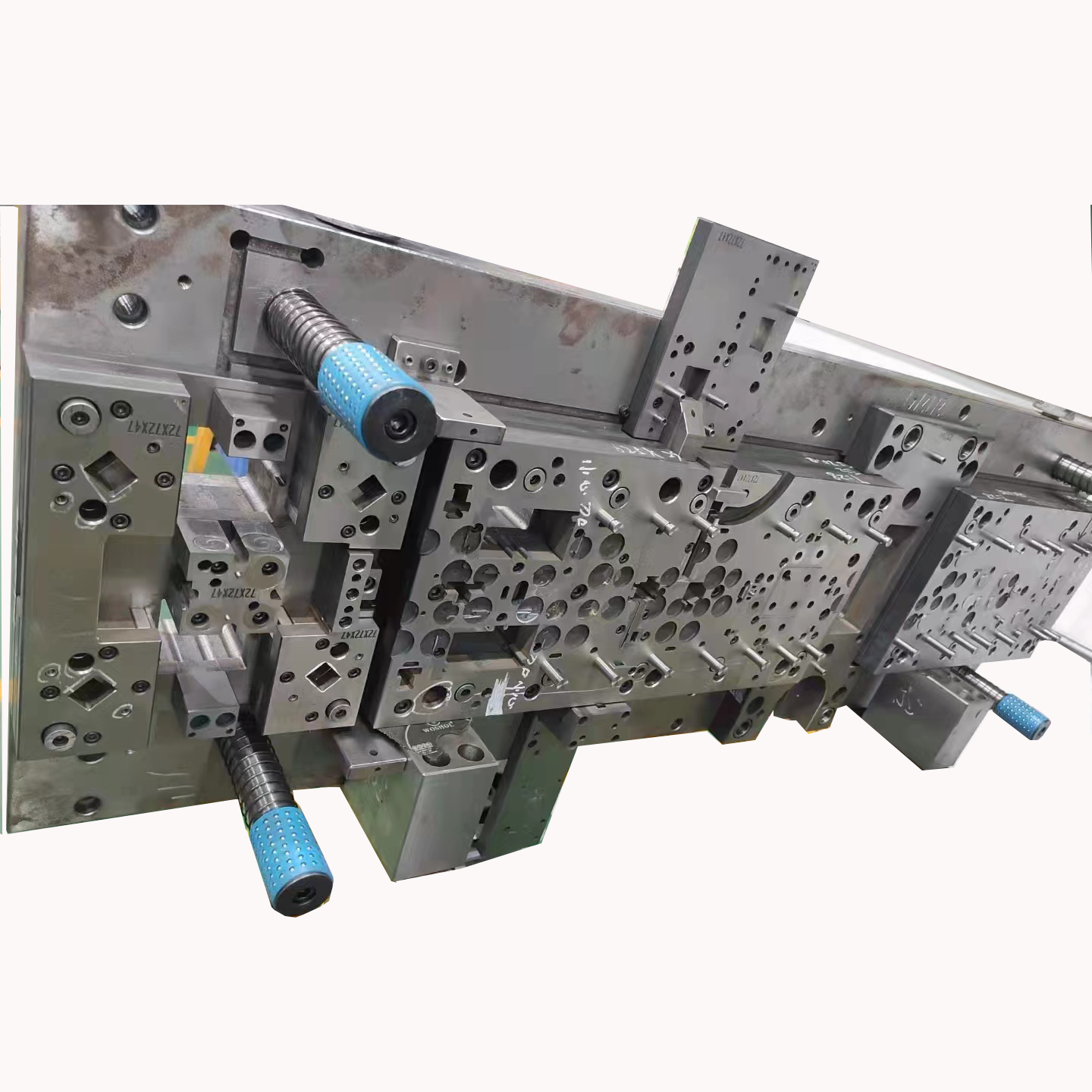
五金彈片衝壓過程中發生扭曲的原因(yīn),主要(yào)是受到衝裁力的影響(xiǎng)。衝(chōng)裁(cái)時有間隙的存在會使材料在凹模的一側受拉伸而靠凸模側受壓縮。因此在衝裁時,壓緊材料是防止五金彈片衝壓過程產生扭曲的(de)有效方式。
21
2021-12

全國服務熱線:
15920074429
全國統一服務熱線
15920074429
郵箱 :szhaoxinjingmi@163.com
總部地址:深圳市龍華區觀瀾石(shí)頭角工業區11號



